In der dritten Folge unserer Reihe zur Geschichte der Fecken-Kirfel Maschinen beleuchten wir die Entwicklung von der Schneidmaschine bis hin zur vollautomatischen Schneidanlage. Deren Vorteile greifen heute nicht nur in großen Betrieben. Geringere Investitionskosten für Gebäude dank reduziertem Platzbedarf, Materialersparnis durch schonenden Materialtransport, niedrigere Lohnkosten durch Personaleinsparung und eine gesteigerte Produktionskapazität sind starke Argumente, von denen sowohl kleinere Betriebe mit zum Beispiel zwei bis vier als auch Unternehmen mit bis zu 20 vernetzten Schneidmaschinen profitieren können.
Bereit für die Massenproduktion
Ende der 1960er Jahre wurden Vollschaummatratzen immer beliebter. Die Nachfrage nahm schnell Fahrt auf. Gleichzeitig stiegen die Personalkosten. Die Industrie strebte daher nach einer Automatisierung ihrer Fertigungsprozesse – so auch bei der Matratzenherstellung. Der Übergang von der Kistenschäumung zu kontinuierlichen Schäumanlagen für die Produktion von PU-Schaum ebnete hierfür den Weg. Mit ihnen änderten sich die Anforderungen, die an das Schneiden des PU-Weichschaums gestellt wurden. Zunächst mussten Langblöcke für die anschließenden Prozessschritte zu Kurzblöcken verarbeitet werden. Seiten, Bodenhaut und Blockkuppe waren zu besäumen. Außerdem musste der Langblock zum Kurzblock abgelängt werden. Hierfür kombinierte Fecken-Kirfel zunächst Vertikal-, Horizontal- und Querschneidmaschinen mit Transporteinrichtungen.
Erste automatisierte Schneidanlagen für Weichschaum-Zuschnitte
Auf das Bestreben nach rationellem Arbeiten und möglichst wenig Verschnitt und Abfall reagierte Fecken-Kirfel Anfang der 1970er Jahre mit der Entwicklung einer ersten automatisierten Schneidanlage für die Produktion von Vollschaummatratzen. Hierfür wurden Spalt- und Stapelautomaten sowie zusätzliche Vertikal-Schneidmaschinen in die Schneidanlagen integriert. Ein Spalt- und Stapelautomat besäumte fortan die Blockkuppe, teilte den Langblock in Schichten und stapelte diese. Durch den Einsatz von ein oder zwei zusätzlichen Vertikal-Schneidmaschinen wurde der Langblock in der Länge geteilt. Ein Querschneider brachte ihn anschließend auf die gewünschte Länge.
Rechteckige Zuschnitte aus PU-Weichschaum konnten damit deutlich effizienter und mit größerem Produktionsoutput gefertigt werden. Davon überzeugten sich als erste zwei Kunden in Italien und Belgien. Vor mehr als 40 Jahren gingen sie mit Fecken-Kirfel den Schritt in die Automatisierung. Tatsächlich sind bei beiden noch heute Teile ihrer ersten automatisierten Schneidanlage in Betrieb, was als Beleg für deren hervorragende Qualität zu werten ist.
Mehrsträngige Schneidanlagen zur Einbindung weiterer Schneidverfahren
Die Massenproduktion von rechteckigen Zuschnitten ließ sich mit linear aufgebauten Schneidanlagen gut bewältigen. Andere Produkte herzustellen wurde erst mit der Entwicklung neuer Schneidverfahren für die Verarbeitung von Schaumstoffen, z. B. dem horizontalen und vertikalen Konturschneiden, möglich. Zunehmender Kostendruck bedingt durch die Individualisierung der Produkte, kleinere Stückzahlen und immer höhere Lohnkosten machten nun weitere Rationalisierungsmaßnahmen notwendig. So wurde der Ruf nach der Einbindung weiterer Prozesse in die automatische Bearbeitung lauter.
Grundvoraussetzung hierfür war die Möglichkeit, die Langblöcke in Kurzblöcke aufzuteilen, diese zu befördern und automatisch be- und entladen zu können. Das machte einerseits passende Fördereinrichtungen notwendig und andererseits leistungsfähige übergeordnete Steuerungssysteme und entsprechende Software, die komplexe Transportabläufe steuern können. Zu Beginn der 2000er Jahre gelangen die wesentlichen Entwicklungsschritte, die vollautomatische Fertigungslinien möglich machen. Unterschiedliche Schneidprozesse können somit zeitgleich erfolgen. Dies bedarf der Auslegung der Schneidanlage mit mehreren spezifischen Strängen.
Ein Meilenstein: Blockabläng- und Besäummaschine Typ T 8
Erstmals konnte eine solche Schneidanlage mit der Entwicklung der kombinierten Blockabläng- und Besäummaschine Typ T 8 realisiert werden. Da bei der T 8 das beidseitig schneidende Bandmesser um 90° gedreht werden kann, ersetzt diese Maschine in ihrer Funktion zwei unterschiedliche Maschinentypen: die Besäumgruppe V 116 und die Ablängmaschine T 1. Seitdem war es nun möglich, Kurzblöcke abzuschneiden, diese zu besäumen und bei Bedarf weiter aufzuteilen. Als diese Maschine auf den Markt kam, sorgten Transporteinrichtungen mit integriertem Querausschleuser oder Drehhubstation für den Transport des Materials zu den einzelnen Schneidliniensträngen.
Im Jahr 2002 lieferte Fecken-Kirfel die erste Schneidanlage mit T 8 und Shuttle an ein Unternehmen in Frankreich. Eine auf Schienen verfahrbare Transporteinrichtung versorgt hierbei die Schneidlinienstränge mit Kurzblöcken. Die erste komplexe Schneidanlage dieser Art umfasste:
· eine Blockabläng- und Besäummaschine T 8,
· zwei Shuttle-Systeme,
· eine Horizontal-Spaltmaschine W 22,
· eine Vertikal-Konturschneidmaschine F 52,
· mehrere bereits vorhandene Horizontal-Konturschneidmaschinen, die in die Anlage eingebunden wurden,
· sowie eine Reihe von Transporteinrichtungen, unter anderem zur Pufferung von Kurzblöcken.
Die Anlage amortisierte sich, so der Kunde, schneller als erwartet. Die intelligente Anordnung und Vernetzung der Maschinen spart Material-, Personal- und Raumkosten. Immer mehr potentielle Kunden wurden sich dessen bewusst.
Die Erfolgsgeschichte der Schneidanlagen geht weiter
Die Nachfrage nach automatischen Schneidanlagen nahm daher kontinuierlich zu. Ebenso kontinuierlich arbeitete Fecken-Kirfel an Verbesserungen, von denen Kunden profitierten – immer wieder mit Erfolg.
Die Entwicklung der Zusatzeinrichtung S-ASR (Semi-Automatic Scrap Removal) für die T 8 leistete beispielsweise einen Beitrag zum Einsparen von Personalkosten. Mit der S-ASR ist es möglich, die Besäumschicht auf der gegenüberliegenden Seite des Maschinenbedieners automatisch abzunehmen und zu transportieren. Eine zweite Person, die diese bislang auf der vom Maschinenbediener abgewandten Seite entgegennahm, wurde daher nicht mehr benötigt.
Die Einbindung weiterer Prozesse in die Schneidanlage blieb eine Aufgabe, der sich Fecken-Kirfel mit Engagement widmete. Ein Beispiel hierfür ist die Kombination aus:
· Horizontal-Spaltmaschine W 22,
· Multiple-/ Single-Sheet Take Away Conveyor,
· Profiliermaschine Typ D 21 / D 31,
· Flip-Around und Stacker A 7.
Sie ermöglicht es, aus Kurzblöcken vollautomatisch profilierte Topper oder Matratzen herzustellen. Der Multiple-/ Single-Sheet Take Away Conveyor nimmt von der Horizontal-Spaltmaschine W 22 wahlweise direkt beim Spalten mehrere oder einzelne Schichten für die weitere Verarbeitung entgegen. Der Flip-Around wird wahlweise eingesetzt, um die profilierten Platten so zu stapeln, dass die profilierte Seite einer jeden Platte die gleiche Orientierung (nach oben) hat. Die Endprodukte, Topper oder Matratzen, werden mit Hilfe eines Stackers automatisch auf Paletten gestapelt.
Vollautomatische Schneidprozesse effizient steuern
Voraussetzung für vollautomatische Schneidprozesse sind eine zentrale Transportsteuerung und an die jeweiligen Produktionsbedingungen angepasste Softwarelösungen.
Fecken-Kirfel setzt seit 2005 eine Materialfluss-Steuerung MFC (Material Flow Controller) ein. Sie sorgt für einen reibungslosen und automatischen Transport der Kurzblöcke zu den einzelnen Strängen der Schneidanlage. Der MFC steuert die Transportaufträge automatisch und vermeidet Konflikte zwischen einzelnen Transportaufträgen. Dies gilt auch beim Einsatz von zwei Shuttles auf dem gleichen Schienenstrang.
Über ein zentrales Bedienterminal kann die gesamte Anlage gesteuert werden. Der Leitstand befindet sich heute in der Regel auf einer Arbeitsbühne oberhalb der Schneidanlage. Er sorgt dafür, dass dank Remote Control selbst eine komplexe Schneidanlage von nur einem Bediener bedient werden kann. Für so manchen Fecken-Kirfel Kunden war ein so umfangreicher Leitstand zu Beginn eine Überraschung. Heute gehört der Leitstand für alle selbstverständlich dazu. Und das gilt auch für weitere Software-Tools der Fecken-Kirfel Schneidanlagen.
Im Trend: Vernetzen auch in kleinen Betrieben
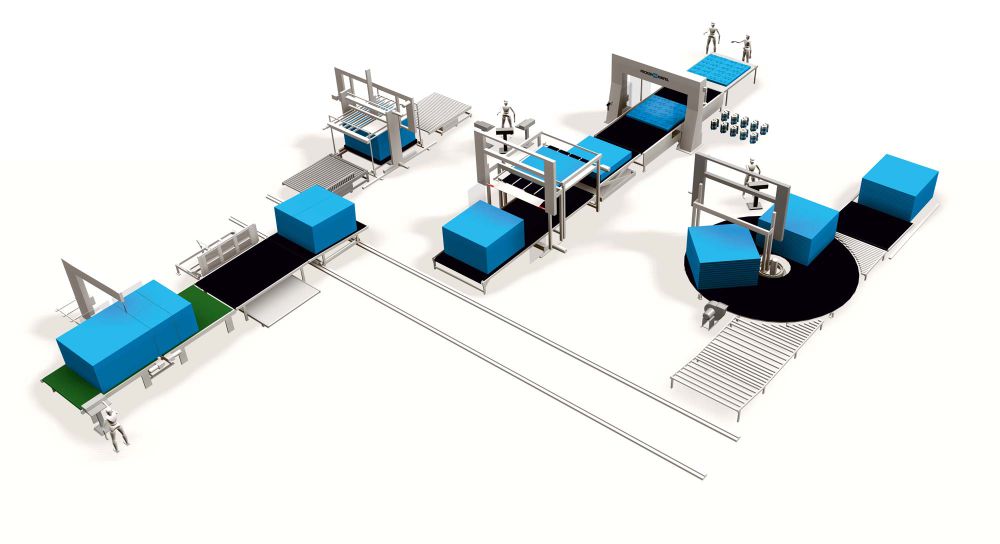
Fecken-Kirfel hat inzwischen weltweit zahlreiche Schneidanlagen geliefert, bei denen bis zu 20 Maschinen vernetzt wurden. All diese großen Betriebe profitieren von Material- und Platzersparnis, niedrigeren Investitions- und Lohnkosten sowie höherem Output. Heute gilt das gleiche auch für kleinere Betriebe, z. B. bei der vollautomatischen Produktion von Schaumstoffteilen für die Fertigung von Polstermöbeln, bei denen nur zwei bis vier Maschinen vernetzt werden. Möglich machte dies die Einführung der W 22 / F 62 - Kombination bestehend aus:
· Horizontal-Spaltmaschine W 22 mit Multiple-Sheet Take Away Conveyor,
· Transporteinrichtung mit Scherenhubtisch und
· Vertikal-Konturschneidzentrum F 62.
Auch bei dieser „kleinen“ Lösung garantieren die Maschinensteuerungen und das übergeordnete Software-Tool FK-Order einen minimalen Personaleinsatz und einen durchgängigen Prozess abgestimmt auf die jeweilige Produktion.
Eine optional erhältliche Nesting-Software generiert aus den Auftragsdaten ein für die Konturen optimiertes Nesting über alle Schichten (2D/3D). Das Programm ermittelt auf der Basis der Auftragslisten die ideale Anzahl an Schichten und die optimale Schachtelung für die jeweiligen Ladungen. Diese Daten werden an FK-Order übergeben. Hieraus wird automatisch die Auftragsabfolge für die Maschinen W 22 und F 62 generiert. Ziel sind eine optimale Materialausnutzung und ein minimaler Zeitaufwand für das Schneiden. Die Sortierhilfe „Pick-by-View“ vereinfacht dem Bediener das Sortieren der geschnittenen Konturteile, indem das genaue Lagenbild auf einem Monitor angezeigt wird.
Intensive Beratung durch Fecken-Kirfel Projekt-Ingenieure vom frühen Projektierungsstadium bis hin zur Inbetriebnahme und darüber hinaus ist auch bei kleineren Projekten eine Selbstverständlichkeit. Fecken-Kirfel bietet ausgehend vom Ist-Zustand immer kundenspezifische Lösungen, dazu zählt auch die Einbindung bereits bestehender Stand-Alone-Maschinen sowie Multifunktionalität, Modularität und die Möglichkeit einer Erweiterung. Immer auf dem Stand der Technik sind Schneidanlagen von Fecken-Kirfel heute bereit für die Industrie 4.0, den nächsten Schritt in der industriellen Fertigung.